塗装工程
塗装工程においては、専用塗装機による工程・電着塗装工程・その他 塗装工程の3つに分かれます。
その他 塗装工程は手吹き又は自動塗装機での塗装となり下記の様に大別できます。
溶剤塗料・水系塗料・粉体塗料を水洗ブースでレシプロケータ又は多関節ロボットを使用し塗装
その後補正塗装を人手作業により静電ガン又はエアスプレーガンにより行います。
粉体専用ブースでレシプロケータ又は多関節ロボットを使用し粉体塗装、補正ブースで人手による静電ガン粉体塗装を行います。前補正の場合もあります。
同一塗料で生産量が多い場合は粉体塗料を回収再使用します。
少量使用塗料は非回収とし水洗ブースで塗装してしまう場合もあります。
塗装工程の設備は、生産数・搬送速度・塗装スペース・溶剤の場合はセッティング時間・塗装方法・塗着効率など様々なことを考慮して塗装機メーカーと綿密な打ち合わせ及び実験を経て決定いたします。
塗装機
エアスプレー塗装
塗料を圧縮空気によって霧化し塗装します。
- 自動車
- 家電
- 各種工業製品
特徴 きれいな仕上がり 塗装適応対象多種
エアレススプレー塗装
塗料に高圧を加え、小さい穴から噴射して塗料を霧化し塗装します。
- 建材
- 鉄鋼
- 建築
- 船舶
特徴 塗装スピードが速い 厚塗り可能
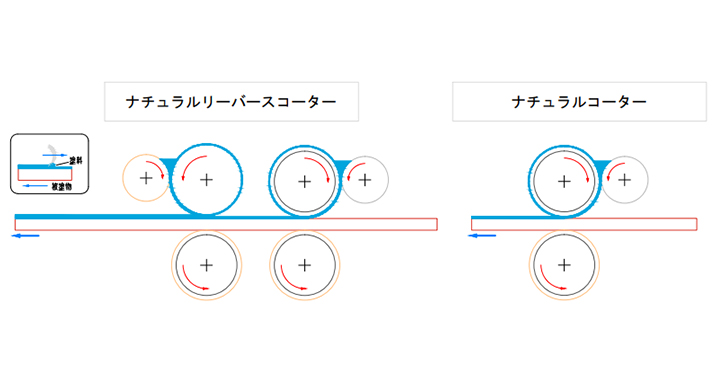
ロールコーター塗装
ゴムロールに塗料を巻き上げ、これを被塗物に転写、塗布して塗膜をつくります。
厚みの一定な建材パネルなどに適しています。
- PCM
- 建材
特徴 塗料ロスが少ない 高速度の塗装が可能
流し塗り塗装
被塗物の周囲に配置されたノズルから過剰の塗料を噴霧し塗装します。
中型の物に適しています。
- 各種工業製品
特徴 設備が簡単 作業効率が高い
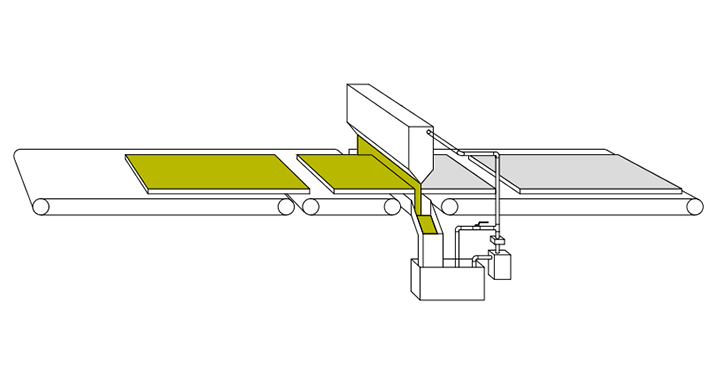
フローコーター塗装
塗料をカーテン状に落下させてその下をコンベアに平らな被塗物を載せて流し塗膜を形成させます。作業効率がよく、塗膜も均一でロスもなく、建材パネルなどの工場での連続塗装に適しています。
- 建材
特徴 塗料ロスが少ない 高速度の塗装が可能 厚塗り可能
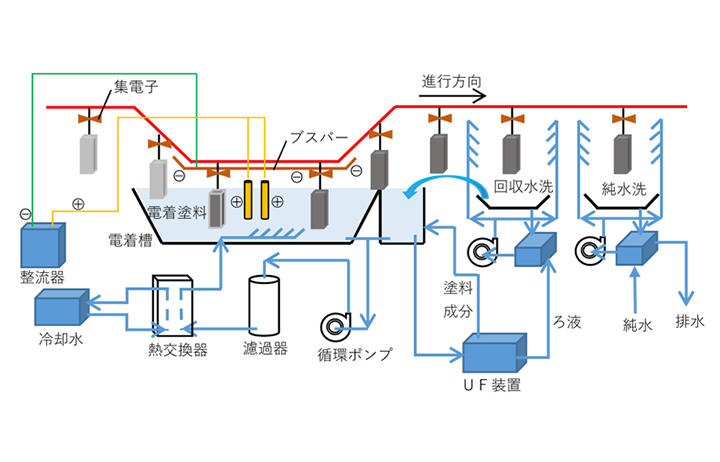
電着塗装
水溶性の塗料中に被塗物を浸漬し、被塗物と塗料の間に電流を流して電気的に泳動させ塗膜をつくります。塗膜が均一でロスが少ないなどの利点があり自動車のボディや部品、アルミサッシ、スチール家具などの金属製品の塗装に使用されます。
- 自動車
- 家電
- 各種工業製品
特徴 複雑形状に均一塗装が可能 塗料ロスが少ない 設備が大規模
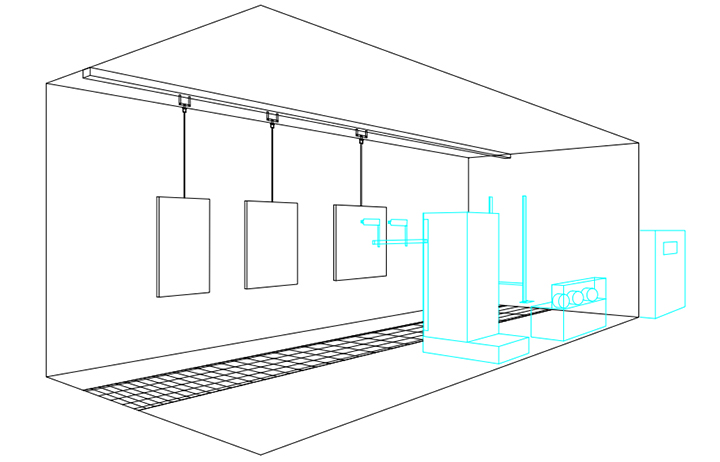
静電スプレー塗装
被塗物に対し噴霧状にした塗料をマイナス極に帯電させ、電気的に塗料を被塗物に塗着させる方法で、エアスプレー、エアレススプレーで霧化した塗料粒子を帯電させるコロナピン方式と遠心力を利用して塗料を霧化する円盤回転方式があります。工場ラインにおける連続塗装方法として主に用いられます。
- 自動車
- 家電
- 各種工業製品
特徴 大量生産向き 塗料節減が可能 作業効率が高い
静電粉体塗装
ガン先端のコロナ電極に高電圧を印加させ、電極よりコロナ放電を起こし、放電により発生したイオンで塗料を帯電させて、設置した被塗物に塗着させる方法とガン内部に塗料を摩擦させることで、塗料をマイナスに帯電させ、設置した被塗物に付着させる塗装方法があります。被塗物の大きさや形状などの条件に応じて選定することが必要です。
- 各種工業製品
特徴 大量生産向き 塗料節減が可能 作業効率が高い
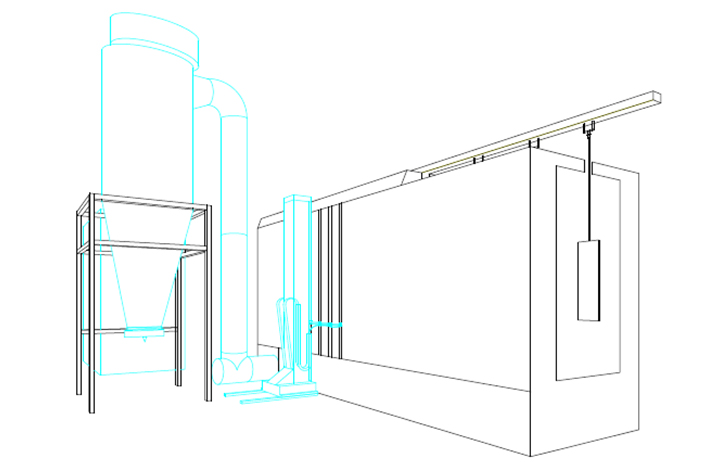
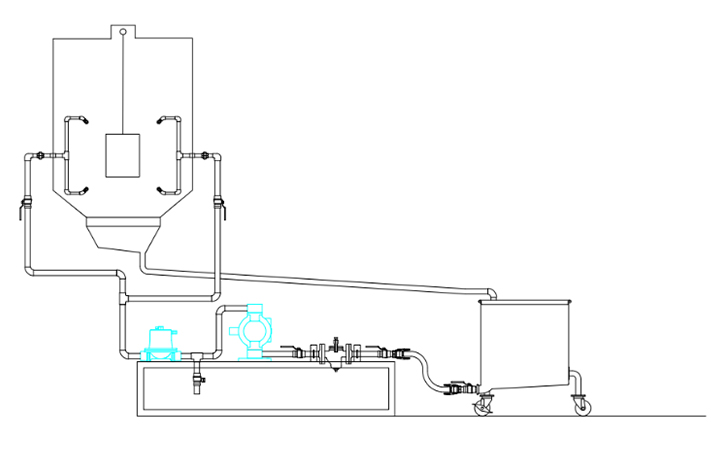
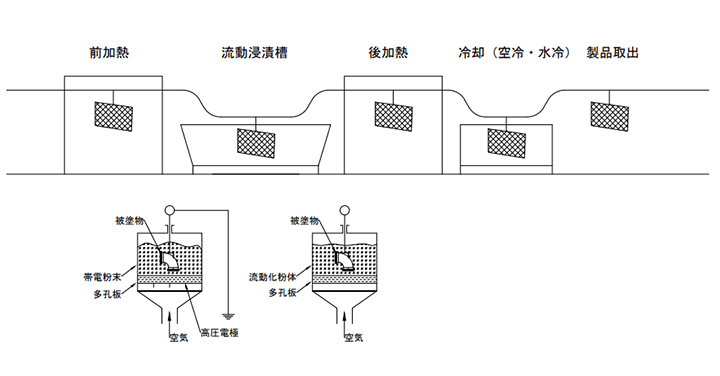
粉体流動浸漬塗装
多孔板を底板とする容器に粉体塗料を入れ、底から圧縮空気、あるいは不活性ガスを送ることで、粉体塗料が舞い上がり流動が発生します。粉体塗料が流動した容器内に、予熱した被塗物を入れることで粉体塗料が付着し、熱によって溶融することで塗膜が形成されます。静電流動浸漬は、流動浸漬に静電を組み合わせた塗装方法です。
- 家電
- 建材
特徴 高厚膜塗装可能
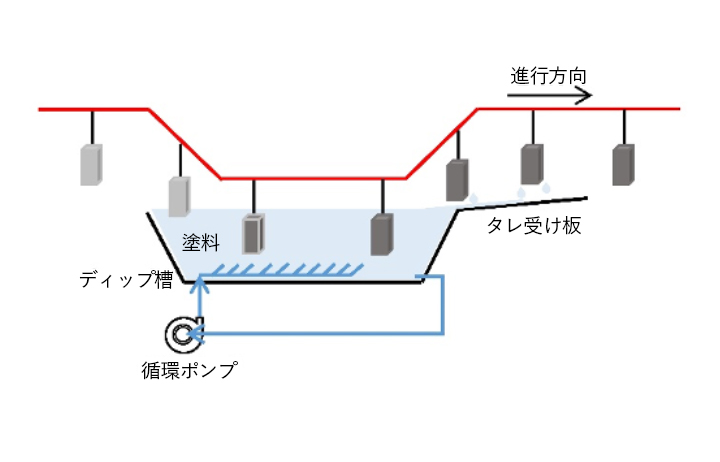
浸漬塗装
塗料の中に直接塗るものを浸して引き上げる塗装方法です。同一の品物を数多く塗る場合の塗装方法です。
小さな部品や袋構造の内部など、スプレーで塗りにくいものの塗装に適しています。塗料表面に皮張りが発生しないなど、容器中で長期にわたって安定に保たれるような管理が必要です。
- 各種工業製品
特徴 設備が簡単 作業効率が高い